
Digiqub was founded in 2022 by a team that has managed mechanical, electrical and construction projects for many years, with the aim of supporting the digital transformation activities of industrial facilities and providing products and services.


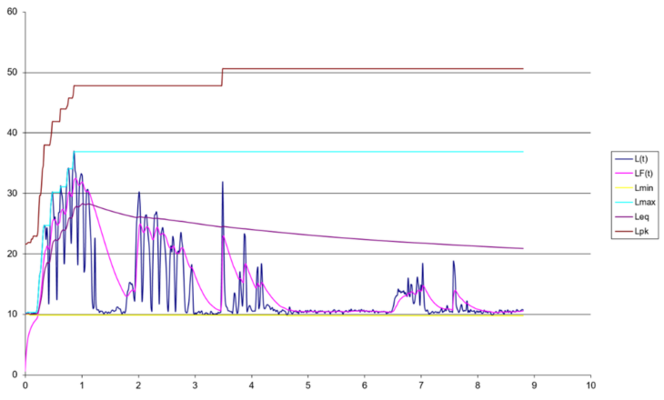
The instantaneous level is derived directly from the raw level values and averaged according to the sample rate setting (between 4 ms and 128 ms). For better readability on the display of the SONAPHONE, the largest value out of 8 consecutive values is represented.
 Through signal processing, ultrasound can be converted into a secondary “downmixed” signal in the audible range.
Through signal processing, ultrasound can be converted into a secondary “downmixed” signal in the audible range.
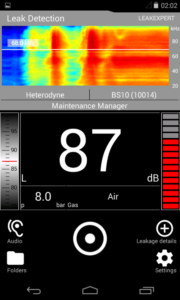
In the heterodyne method, a narrow frequency in the ultrasonic range is selected (e.g. carrier frequency of 40 kHz +/- 2 kHz) and transformed into the audible range via difference frequencies. The method is used in the traditional analogue test equipment, which work in the narrow band around 40 kHz. The broadband digital SONPAHONE® integrates this approach. By means of a shift of the carrier frequency (movable line in the spectrogram in the broadband 20 … 100 kHz), the corresponding narrow-band audio signal is made available.
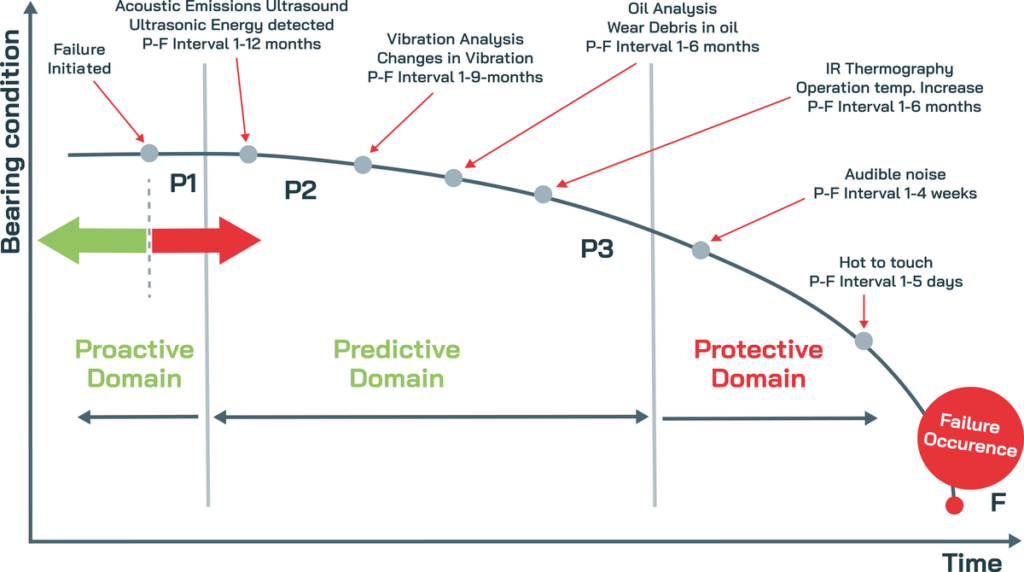
In many cases a qualitative evaluation is already possible with the heterodyne method via the audible impression, for example in leak detection and in the basic evaluation of bearing condition.
In most cases, the ultrasound signals are distributed over a broad frequency range. This means that the information in the acoustic signal cannot be completely detected in a narrow frequency range. In the case of the SONAPHONE, which operates in broadband, it is possible to convert the signals using the phase vocoder method. Doing this, the entire frequency range of 20 … 100 kHz is compressed by a factor of 32. Despite little loss of information, the original acoustic situation in the broadband can be reproduced, the audible impression is available for the entire ultrasound range.
Both methods “sound” differently. The user can listen to the signal via built-in speakers or headphones. The sampling rates of the audio signals are 8 kHz. The volume of the signal changes in the same way as the intensity of the original high-frequency signals. In addition, the variation of the original signal over time is preserved so that the dynamics of events in the audible signal are reflected.
In addition, the SONAPHONE records the audible signals. They are available in WAV format and are thus also available for further data processing.

