
Digiqub was founded in 2022 by a team that has managed mechanical, electrical and construction projects for many years, with the aim of supporting the digital transformation activities of industrial facilities and providing products and services.





Turbulent flows of gases and liquids, e.g. in pipes or valves, can be monitored with permanently installed structure-borne sound probes (contact probes) as well as air-borne sound probes. In addition, structure-borne sound probes are also suitable for processes in which friction is responsible for the generation of ultrasound (e.g. bearing testing).
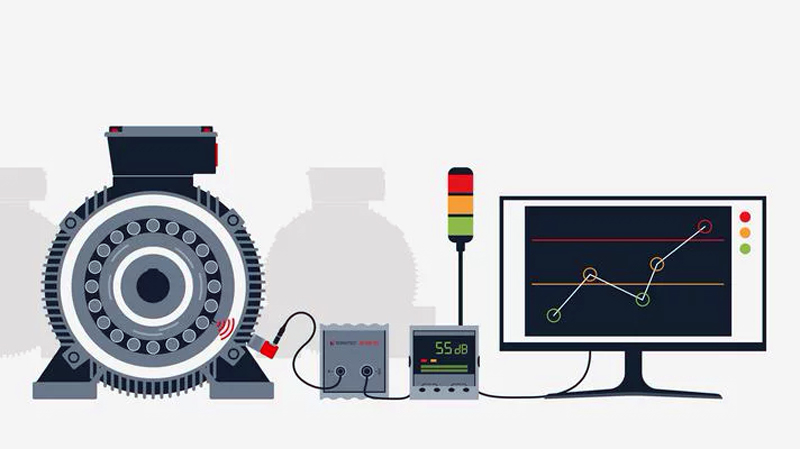
In combination with the stationary sensor box S-SB10 and a fixed installation of ultrasonic transducers at an inspection point, short-term level changes as well as long-term trend developments can be observed. Based on changes in ultrasonic levels, it is possible to make statements about the condition of the plant or process. For recurring measurements with recording of measurement data, the ultrasonic probe can be fixed with a magnetic base or universal magnet. For continuous monitoring or fixed mounting within a safety cover/zone, the probe is screwed on with a grub screw.
Advantages at a glance
The main function of the S-SB10 is to convert high-sampled ultrasonic signals in a usable way for downstream, low-sampled systems. Ultrasonic signals must be sampled in the range of several hundred kilohertz (kHz). Simple measurement cards or signal inputs of machine or process controls are unable to do this. If data in the ultrasonic range is to be processed, an appropriate conversion must be made. In the S-SB10, the high-frequency data is first amplified and filtered accordingly. Then, a level formation takes place, which leads to the reduction of the data stream. Finally, the level data or an alarm signal can be sent through the current output. With these signals it is now possible to feed simple measurement cards or PLC controls, which then take over the further data processing.
It is also possible to display the level of process displays or to trigger switching events directly with the help of the alarm triggers.
With the help of SONOTEC’s own PC software and the USB-RS485 converter, it is simple parameterize the S-SB10. The input gain, corner frequencies of the bandpass filter (in 5 kHz steps), or averaging can be set, which is essential for commissioning and adaptation to the respective measurement task. Furthermore, alarm thresholds can be established and the type of level and its averaging can be selected.
The S-SB10 can be operated with both airborne and structure-borne sound probes. This allows versatile conditions and processes to be monitored. For example, airborne ultrasound can be used to detect turbulent flows of gases at leakages, as well as partial discharge processes at electrical installations, since both processes generate high-frequency ultrasonic signals.
The L50 airborne sound probe can also be connected to the S-SB10 via an adapter. In this way, tasks in quality assurance, such as carrying out leak tests by means of a pressure test. The test object, e.g. a container, is pressurized with compressed air during the test. In the area of the expected leakage, such as connections points or closures, the airborne sound probe is placed and connected to the S-SB10. If air escapes in the event of a leak, this leads to increased emission of ultrasound. This can now be detected and sent to the process control or transferred to a display as an alarm signal. When it comes to parameterization, a compromise often has to be found for this application. Here, the S-SB10 offers the possibility to attenuate disturbing ambient noise by means of an adjustable band-pass filter and variable alarm thresholds.